JIAYAO CO., LTD.
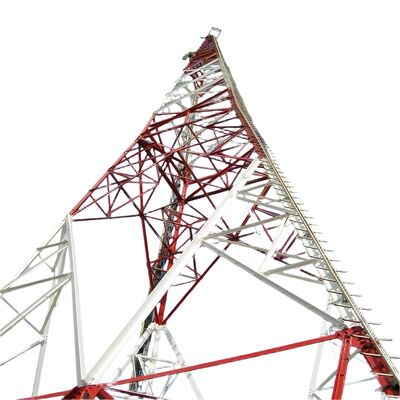
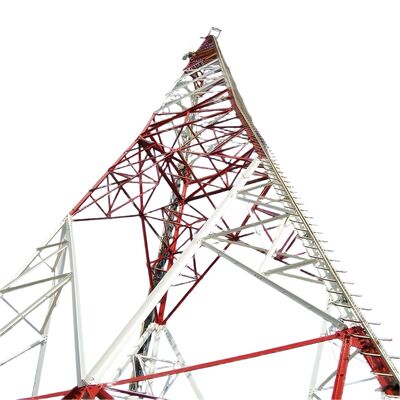
The 3 legged angular steel tower belongs to the technical field of communication equipment manufacturing, in particular relates to a triangular wireless communication tower, comprises tower body, lightning rod, tower body is formed by triangular tower body lap, the tower foot of tower body is fixed on the ground, lightning rod stretches out of tower body top, tower body is the tower body lap of equal slope or one-time variable slope, tower body cross-section is angle steel, equilateral triangle of crossbar enclosure structure, tower body is provided with a plurality of operating platforms sequentially from top to bottom. The utility model discloses a triangular wireless communication tower has the advantages of safety and reliability, and simple structure.
Product Description
| Design |
| 1. Design Code |
ANSI/TIA-222-G/H/F, EN 1991-1-4 & EN 1993-3-1 |
| Structure Steel |
| 2. Grade |
Mild Steel |
High Tensile Steel |
| GB/T 700:Q235B, Q235C,Q235D |
GB/T1591:Q355B, Q355C,Q355D |
| ASTM A36 |
ASTM A572 Gr50 |
| EN10025: S235JR, S235J0,S235J2 |
EN10025: S355JR, S355J0,S355J2 |
| 3. Design Wind Speed |
Up to 250 km/h |
| 4. Allowable deflection |
0.5 ~1.0 degree @ operational speed |
| 5. Tension strength (Mpa) |
360~510 |
470~630 |
| 6. Yield strength (t≤16mm) (Mpa) |
235 |
355 |
| 7. Elongation (%) |
20 |
24 |
| 8. Impact strength KV (J) |
27(20°C)---Q235B(S235JR) |
27(20°C)---Q345B(S355JR) |
| 27(0°C)---Q235C(S235J0) |
27(0°C)---Q345C(S355J0) |
| 27(-20°C)---Q235D(S235J2) |
27(-20°C)---Q345D(S355J2) |
| Bolts & Nuts |
| 9. Grade |
Grade 4.8, 6.8, 8.8 |
| 10. Standards for mechanical properties |
| 10.1 Bolts |
ISO 898-1 |
| 10.2 Nuts |
ISO 898-2 |
| 10.3 Washers |
ISO 6507-1 |
| 11. Standards for Dimensions |
| 11.1 Bolts |
DIN7990, DIN931, DIN933 |
| 11.2 Nuts |
ISO4032, ISO4034 |
| 11.3 Washers |
DIN7989, DIN127B, ISO7091 |
| Welding |
| 12. Method |
CO2 Shielded Arc Welding & Submerged Arc Welding(SAW) |
| 13. Standard |
AWS D1.1 |
| Galvanizing |
| 14. Galvanization standard of steel sections |
ISO 1461 or ASTM A123 |
| 15. Galvanization standard of bolts and nuts |
ISO 1461 or ASTM A153 |
What is 3 legged angular steel tower body?
The body of a 3-legged angular steel tower is the core load-bearing structure of the tower, characterized by a triangular configuration. It consists of three vertical steel legs (or columns) connected at the top, with additional angular steel connecting members linking the legs throughout the height. Typically fabricated from galvanized steel sections, the body is designed to efficiently withstand both vertical loads (e.g., the weight of antennas, equipment, and the tower itself) and horizontal loads (e.g., wind, snow, or seismic forces). Its angular design and triangular framework provide exceptional stability, even in harsh environmental conditions, while the galvanized steel ensures corrosion resistance and long-term durability. The body serves as the primary support structure for mounting communication, power transmission, or surveillance equipment.

What is 3 legged angular steel tower foot?
The "foot" of a 3-legged angular steel tower refers to the base portion of each vertical leg, which interfaces with the tower’s foundation. It is a critical component responsible for transferring the entire weight of the tower and its loads (equipment, wind, etc.) to the underlying foundation, ensuring the structure is securely anchored to the ground. The feet are typically engineered with connection plates, bolts, or anchor points that attach firmly to the concrete or reinforced foundation. Constructed from high-strength galvanized steel (consistent with the tower body), the feet are designed to resist shear, tension, and compression forces, preventing the tower from shifting or toppling. Their design is tailored to the site’s geological conditions, ensuring compatibility with the foundation for maximum stability.
What is ladder and cable tray of 3 legged angular steel tower?
- Ladder: A safety-access component installed along the tower body, providing a secure path for workers to climb to the top (or intermediate platforms) for installation, maintenance, or inspection. Ladders are typically made of galvanized steel for corrosion resistance and strength, with rungs spaced at standard intervals for comfortable climbing. They may include safety features such as handrails, fall-arrest systems, or cage enclosures to protect workers from falls.
- Cable Tray: A structural channel or tray mounted on the tower body, designed to organize, support, and protect cables (e.g., communication cables, power cables, or signal wires) that run between the tower’s base and the equipment at the top. Cable trays keep cables neat, prevent tangling or damage from environmental factors (wind, rain, UV radiation), and facilitate easy access for maintenance. Like other tower components, they are often made of galvanized steel to ensure durability and compatibility with the tower’s corrosion-resistant design. Together, the ladder and cable tray enhance the tower’s functionality by enabling safe access and efficient cable management.
How to install 3 legged angular steel tower?
The installation of a 3-legged angular steel tower follows a systematic, safety-focused process:
- Site Survey and Foundation Preparation: First, conduct a detailed site survey to determine the optimal location, assess geological conditions, and identify potential environmental or structural constraints (e.g., wind speeds, seismic activity). Then, construct a robust foundation (typically concrete or reinforced concrete) tailored to the tower’s weight and load requirements. The foundation must be level and securely anchored to the ground to support the tower’s feet.
- Tower Component Assembly: Transport prefabricated components (steel legs, connecting members, ladder, cable tray) to the site. Assemble the triangular tower body on-site: align the three legs, attach the angular connecting members to form the tower structure, and install auxiliary components like the ladder and cable tray during assembly.
- Tower Erection: Use cranes or specialized lifting equipment to raise the assembled tower (or sections of it, for taller towers) into a vertical position. Carefully align the tower’s feet with the foundation’s anchor points and secure them using bolts or anchors to lock the tower in place.
- Equipment Installation: Mount the intended equipment (e.g., antennas, microwave dishes, power transmission lines) on the tower’s top platform or designated mounting points. Route cables through the pre-installed cable tray, connecting equipment to the base.
- Quality Control and Safety Checks: Conduct strict quality inspections to verify the tower’s structural integrity (e.g., tightness of bolts, alignment of components, corrosion resistance). Implement safety protocols throughout installation (e.g., fall protection for workers, equipment load testing) to ensure compliance with industry standards. Final checks confirm the tower is stable, equipment is properly installed, and all systems function as intended.
Galvanizing angular steel tower testing.
Galvanizing is a critical process for angular steel towers (such as 3-legged angular steel towers), as it provides corrosion resistance and extends the structure’s service life in outdoor, harsh environments (e.g., exposure to wind, rain, humidity, and industrial pollutants). To ensure the galvanized coating meets quality standards and performs as intended, a series of rigorous testing procedures are conducted. Below is a detailed overview of galvanizing testing for angular steel towers:
1. Core Objectives of Galvanizing Testing
The primary goals of testing are to verify:
Adequate coating thickness (to ensure long-term corrosion protection).
Uniformity and adhesion of the zinc coating (to prevent peeling or flaking).
Freedom from defects (e.g., cracks, pits, bare spots, or excess zinc buildup).
Corrosion resistance (to confirm the coating can withstand environmental degradation).
2. Key Testing Methods for Galvanized Angular Steel Towers
Testing is typically performed at two stages: after factory galvanization (on individual components like legs, connecting members, or ladder rungs) and post-installation (spot-checks on the assembled tower). The most common methods include:
A. Coating Thickness Measurement
Zinc coating thickness directly impacts corrosion resistance—too thin a layer will fail prematurely, while excess thickness may cause brittleness or poor fit of components.
Test Standards: Complies with international standards such as ASTM A123 (for hot-dip galvanizing of structural steel) or ISO 1461 (for hot-dip galvanized coatings on iron and steel articles).
Testing Tools:
Magnetic Thickness Gauge: The most widely used non-destructive method. It measures the distance between a magnetic probe and the steel substrate, calculating the coating thickness. Measurements are taken at multiple points (e.g., 3–5 spots per square meter) on each component, focusing on high-stress areas (e.g., leg joints, bolt holes) and hard-to-coat regions.
Micrometer (Destructive): For verification, a small section of the component may be cut, and the coating thickness is measured directly with a micrometer (used only for sample testing, not finished parts).
Acceptance Criteria: Typical minimum thickness ranges from 85–120 μm (micrometers) for structural steel components, depending on the steel’s thickness and application (e.g., towers in coastal or industrial areas may require thicker coatings).
B. Adhesion Testing (Bond Strength)
A strong bond between the zinc coating and the steel substrate prevents peeling during transportation, installation, or exposure to mechanical stress (e.g., wind-induced vibration).
Bend Test: A sample of the galvanized steel (e.g., a section of angular steel) is bent 180° around a mandrel (diameter matching the steel’s thickness). After bending, the coating is inspected for cracks, flaking, or separation from the steel. No visible detachment is acceptable.
Hammer Test: A weighted hammer (typically 0.5–1 kg) is struck firmly against the coating at multiple points. The coating should not chip, peel, or lift—only minor indentations (without exposing the steel substrate) are permitted.
Knife Test: A sharp, non-serrated knife is used to make a cross-hatch cut (grid pattern) in the coating. Adhesive tape is applied over the cut and peeled off quickly; minimal coating removal (if any) is allowed.
C. Visual and Surface Defect Inspection
Visual inspection identifies obvious flaws that compromise coating integrity.
Procedure: Inspect each galvanized component (and the assembled tower) with the naked eye or a magnifying glass (10x magnification) for:
Bare spots (exposed steel), pits, or pinholes.
Cracks, blisters, or uneven zinc buildup (e.g., "runs" or "drips" from improper galvanizing).
Contamination (e.g., oil, dirt, or oxide layers under the coating).
Acceptance Criteria: No bare steel should be visible; minor surface irregularities (e.g., small zinc nodules) are acceptable if they do not affect component fit or structural performance.
D. Corrosion Resistance Testing
This verifies the coating’s ability to resist rust and degradation over time.
Salt Spray (Fog) Test: A common accelerated corrosion test (per ASTM B117 or ISO 9227). Galvanized samples are placed in a chamber where a continuous mist of 5% sodium chloride (saltwater) is sprayed at controlled temperature (35°C). The samples are inspected periodically (e.g., after 24, 48, 100, or 500 hours) for signs of red rust (steel corrosion) or white rust (zinc oxidation).
Acceptance: For structural towers, the coating should resist red rust for a minimum of 100–500 hours (depending on the application environment). White rust (a temporary zinc oxide layer) is normal and does not indicate failure, but it should not spread excessively.
Field Exposure Test: Long-term testing involves installing sample components in the tower’s intended environment (e.g., coastal, desert, or industrial areas) and monitoring corrosion over months or years. This validates real-world performance.
E. Chemical Composition Analysis (Optional)
To ensure the zinc coating meets purity standards, chemical analysis may be performed on the galvanizing bath or coating samples.
Test Method: Atomic absorption spectroscopy (AAS) or X-ray fluorescence (XRF) to measure the zinc content (typically ≥98% pure zinc for hot-dip galvanizing) and detect impurities (e.g., lead, iron) that could reduce coating quality.
3. Testing Standards and Compliance
Galvanizing testing for angular steel towers must adhere to industry-specific standards to ensure consistency and reliability:
ASTM Standards: ASTM A123 (hot-dip galvanizing), ASTM B117 (salt spray test), ASTM A817 (galvanized steel for transmission towers).
ISO Standards: ISO 1461 (galvanized coatings), ISO 9227 (salt spray test).
Local/Industry-Specific Standards: For telecommunication or power transmission towers, additional requirements may be set by regulatory bodies (e.g., IEEE for power infrastructure, ITU for telecom towers) or project specifications.
4. Post-Installation Testing
After the tower is assembled and installed, spot-checks are conducted to confirm the galvanized coating was not damaged during transportation, lifting, or assembly:
Re-measure coating thickness at critical joints (e.g., leg-to-foundation connections, ladder attachments).
Inspect for scratches, dents, or abrasions that may have exposed the steel substrate (touch-up with zinc-rich paint if damage is minor).
Verify that bolt holes and connection points (high-wear areas) retain adequate coating thickness.
Summary
Galvanizing testing for angular steel towers is a comprehensive process focused on thickness, adhesion, surface quality, and corrosion resistance. By adhering to strict standards and conducting both factory and on-site tests, the integrity of the zinc coating is ensured, enabling the tower to withstand harsh environmental conditions and deliver long-term reliability in telecommunication, power transmission, and other infrastructure applications.
Please Click Here For More Information!!!!!!
Packaging & Shipping
Cooperation Customers
Certifications
Please Click Here For More Information!!!!!!
Customized product types & advantage
Self Supporting Tower
Self supporting tower usually is 3leg or 4leg tower, and its material is steel pipe or angle steel. As for the connection, tubular tower is connected by flange, and angle steel tower is connected by nuts and bolts.
Features:
1.Small coefficient of wind load, strong wind resistance.
2.Save land resource, convenient location.
Convenient transportation and installation.
Pipe Steel Tower
The tube tower refers to a self-supporting high-rise steel structure with a tower column made of steel pipes and a tower body section in a triangular shape. Its main characteristics are that the three tube tower column is made of steel pipes and the tower body section is in a triangular shape, which is a high-rise steel structure different from angle steel.
Monopole Tower
Monopole tower, is a commonly used type, with beautiful appearance, covering an small area of 9 to 18 square meter, cost - effective , and is adopted by majority of the construction. Tower body adopt more reasonable section, which is connected through high strength bolt or overlap(slip connection). It has the characteristics of easy installation and can adapt to a variety of complicated field site.
Guyed Tower
Guyed tower has a novel appearance,and its biggest characteristic is strengthened by using steel guy wire. Guyed tower is a common type of communication tower which is economical and practical. It is lighter and cheaper than the others. It is very suitable for the geographical wide areas.
Guard Tower
The watchtower is a multifunctional building mainly used for observing the surrounding environment and playing an important role in multiple fields. Its design emphasizes harmony and unity with the natural environment, and the architectural style is usually coordinated with the surrounding environment. Observation towers are usually composed of tower bodies, platforms, towers, and ladders, with compact and durable structures.
Camouflaged Tree Tower
Camouflaged Tree Tower is also a kind of cartificial trees of Bionic tree tower, on base like a real one, plus the meticulous design, when placed among the real trees in sightseeing area, park and square, it will be a part of the nature.
Features:
1. Exquisite structure and gorgeous appearance.
2. Strong structural stability and long working life.
3. Small area covering and great economic effect.
Our Services
JIAYAO CO., LTD. is a professional telecom tower manufacturer and approved by ISO9001. We are committed to providing customers with the most optimized solutions and the best communication tower. Many products have been exported to USA, Europe and other 55 different counties.
We specialize in designing and manufacturer of angle steel tower, tube steel tower, monopole tower, pine tree tower, guyed tower and guard tower. Our departments include design, R&D, inspection, laboratory, QC, galvanization and steel tower departments. Our raw materials come from famous steel mills in China: HBIS Group, Baowu Steel Group, Shougang Group.
If you need it, we will welcome you 24 hours a day!

 Your message must be between 20-3,000 characters!
Your message must be between 20-3,000 characters!